







Dec
In this small guide we summarize the different existing filaments, their features, applications, advantages and disadvantages, and also give you some tips for use when printing in 3D with each of them.
When printing in 3d, all the advantages and disadvantages offered by the materials used must be taken into account, without forgetting the printing techniques to be applied to each material. In addition to the most common types, such as filament PLA and ABS, will be mentioned: PET, HIPS, Flexible… and more.
This biodegradable material is one of the most used in 3d printing.
Advantages:
- Easy to print
- No need for a warm bed.
- Very stable.
- Faster printing speed than other materials.
- It comes from organic matter (corn, wheat, …), so it offers biodegradation capacity under appropriate conditions “ecological material”.
- It is obtained from renewable resources.
- Recyclable material.
*These advantages allow this material to be used for those starting out in the 3D world.
Disadvantages:
- Low thermal resistance (becomes weak from 60 ºC).
- Material more fragile than other materials (low mechanical resistance).
- Sensitive to humidity (keep in a vacuum or away from humid areas).
Application:
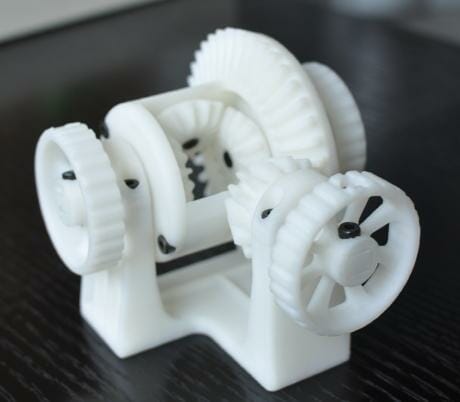
Especially suitable for decorative elements, figures, models, prototypes…

Printing Tips:
When printing with PLA, you should follow these tips:
- Establish an extruder temperature of approximately 198 ºC.
- For small and thin pieces it is recommended to use layer fans (it avoids the piece deformation a bad finish).
- Use adhesives on the base to prevent the piece from detaching from the base. (Dimafix, lacquer, kapton tape, body tape…).
- For filaments with dark colours, increase the temperature by 3ºC or 5ºC with respect to the optimum temperature.
ABS (Acrylonitrile Butadiene Styrene)
This plastic material from petroleum is widely used in industry (engineering, automotive…).
Advantages:
- Very stable at high temperatures (approx. 80 ºC – 90 ºC).
- Preserves tenacity at extreme temperatures (-40 ºC to 90 ºC). Most plastics do not have this capacity.
- Resistant to chemical attacks.
- High machining capability: can be sanded, drilled…
- Very resistant to impacts.
Disadvantages:
- Some experience in 3d printing is required.
- Medium printing difficulty “depending on the object”.
- Contraction between layers is faster than PLA, the piece may crack if the environmental conditions are too cold.
- Warping can easily occur.
Application:
Mechanical elements, automotive parts, industrial parts in general, among others. Of course, it can also be used for decorative elements and many other applications.
Printing Tips:
When printing with ABS, you should follow these tips:
- Set an extruder temperature of 235ºC.
- Set a bed temperature of 60°C (small pieces) and 80°C (large pieces).
- DO NOT use layer fans.
- Printing should be done in heated environments or the 3d printer itself should be hermetically sealed.
- Printing must be done in well ventilated areas (it emits gases harmful to health).
- For filaments with dark colours, increase the temperature by 3ºC or 5ºC with respect to the optimum temperature.
PET (Polyethylene Terephthalate)
This variety of plastic is widely used as material for alimentary use such as food containers, bottles, etc.. In short, it is a polyester.
Advantages:
- It presents high transparency.
- High resistance to wear and corrosion.
- Good chemical and thermal resistance.
- Resistant to impacts.
- It is waterproof.
- Resistant to permanent efforts (flexibility).
- Low moisture absorption.
- In domestic use, microwave-safe.
- High mechanical capacity.
- Resistant to acids, bases and greases.
Disadvantages:
- Slightly toxic.
- Not biodegradable.
- It becomes fragile from 70 ºC approximately.
Applications:
Any object and packaging for alimentary use with human contact (glasses, spoons, brushes…), decorative elements that provide transparency, etc.
Printing Tips:
When printing with PET, you should follow these tips:
- Printing temperature range: 215 – 250 ºC.
- Optimum printing temperature: 235 ºC.
- To print objects for domestic use, use filaments with “certificate of use“.
- It does not need a warm bed.
- For filaments with dark colours, increase the temperature by 3 ºC or 5ºC with respect to the optimum temperature.
HIPS (High-impact Polystyrene)
It is a polymer mixed with repetitive structures of styrene and butadiene, generating a high capacity for impact resistance.
Advantages:
- It offers a high resistance, even at low temperatures.
- Recyclable material.
- No hot bed needed.
- Excellent thermal stability.
- Resistant to acids and bases.
- High mechanic capacity.
- Absence of warping and cracks between layers.
- It does not emit harmful gases.
- Water resistant.
- Good thermal insulator.
Disadvantagess:
- It cannot be used to manufacture parts intended to be outdoors.
- It begins to deform at 80 ºC.
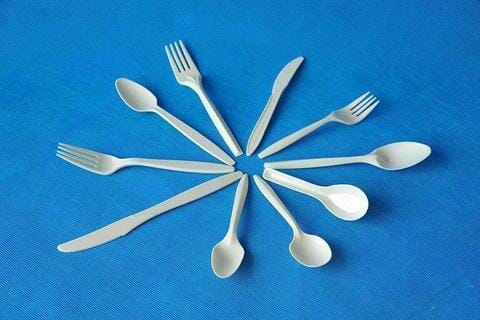
Applications:
- This material is often used as food packaging (yogurt, cheese, sweets, …).
- Manufacture of cutlery and crockery (forks, spoons,…).
- Manufacture of toys, footwear, fruit separators, etc.

Printing Tips:
When printing with HIPS, you should follow these tips:
- Printing temperature range: 180 – 260ºC.
- Optimum printing temperature: 238 ºC.
- No hot bed needed. If you have hot bed we recommended to use it at low temperatures for greater adhesion to the bed and first layers.
- For dark filaments, increase the temperature 3ºC or 5ºC with respect to the optimum temperature.
One of the most widely used and famous materials in all branches of industry, engineering and other competitive fields is carbon fiber. This fame is due to its outstanding qualities: “Super resistant and ultra light“.
Advantages:
- It offers great mechanical resistance and great lightness.
- Great adhesion and a great reinforcement between layers due to the fibers that it contains.
- Good thermal insulator.
- Very stable material at high temperatures.
- Easy to print.
- Great finishes with fibrous aspect.
- High impact resistance.
Disadvantages:
- High printing temperatures.
- Very abrasive material (be careful with extruders).
Application:
As mentioned above, it is a material widely used in all branches of industry and in many other fields. HIPS can be applied for the manufacture of parts of: bicycles, motorcycles, vehicles in general, aeromodelism, modelism,…

Printing Tips:
When printing with Carbon Fiber, you should follow these tips:
- No need of warm bed (if you have it, use it at low temperatures).
- IMPORTANT: Use extruder nozzles of stainless steel instead of the conventional ones (brass), because they suffer abrasion due to the material fibers. In addition, it is recommended a nozzle outlet equal to or bigger than 0.4 mm.
- Printing temperature range: 230 – 265ºC.
Flexible (Thermoplastic Elastomer o TPE)
The flexible material is a combination of plastic (thermoplastic) and rubber (elastomer), which offers the best properties of each type.
Advantages:
- Very good shock-absorbing.
- High resistance to material breakage due to stress.
- Moderate stretching capability and recovery of its shape once it stops stretching.
- Recyclable material.
- Very soft material.
Disavantages:
- Low resistance to chemical agents and heat.
- Loss of elasticity if melted at a temperature above that established.
- With the passage of time, they lose their elasticity.
Application:
Soft tactile parts of tools, protective elements, bracelets, necklaces, decorative elements, flexible toys,…

Printing Tips:
This is a very sensitive material to print, but the following tips will make it much easier to get what you want:
- In theory, all 3d printers can print flexible material using low print speeds 10 – 20mm/s.
- Check that the distance between the knurled thrust pulley and the entry of the hotend is not significant (the material can be easily bent causing possible obstructions).
- If there is such space, there are possible solutions, being easier for those Rep Rap printers:
“Put a support wedge between the two elements.”
Examples:
http://www.thingiverse.com/thing:247024
http://www.thingiverse.com/thing:16319
In case of using guided tubes in the extruder “Bowden Tube“, make sure that they are made of PTFE and not of other materials, since these generate less friction and a high friction gives problems when introducing the filament through the extrusion set.
Be really careful with the nozzle you use. Usually, to avoid generating high pressures in the final stretch of the hotend, it is recommended to use nozzles with holes of 0.4 mm or more. Otherwise, the printing speed must be very low, with the risk of obstruction.
If you want to avoid all these procedures, find out about your printer; if the brand has special extruders for flexible materials. In the case of being opened, mount an extruder that complies with these characteristics.